November 2023
Thrust Chamber Manufacturing

Overview
The thrust chamber assembly (TCA) is a device into which propellant is injected. In the Bandit Engine, liquid oxygen and kerosene propellants spray out of an injector system which causes them to atomize, vaporize, mix, and react which releases an immense amount of thermal energy. The superheated exhaust products, primarily carbon monoxide, water, and hydrogen, are expanded through a converging-diverging nozzle where they accelerate to supersonic velocity. As the hot gas expands, it pushes on the headend of the chamber and walls of the nozzle which generates a net force. The thrust can also be explained by applying the law of conservation of momentum to the chamber-exhaust system.



Typically, the TCA and/or nozzle are the most prominent and recognizable features in a rocket engine. One main difference between the Bandit engine TCA and many industry TCAs is the expansion ratio. Most industry thrust chambers, particularly ones intended for boosters, run at pressures at least 5 times that of bandit, therefore they can expand the exhaust much more, getting more thrust, which requires a large diverging nozzle. In comparison, Bandit has only a small nozzle relative to its overall size. Furthermore, each propellant combination (LOX/Kerosene or LOX/LH2 for example) has a recommended L*, or characteristic length, which is simply the ratio of chamber volume to throat area. Propellants whose reaction completes quickly have lower recommended characteristic lengths, the idea being that for a given volumetric flow rate, they need less volume (i.e residence time) to combust fully. As previously stated, Bandit is a low pressure engine, meaning the throat area is large compared to a higher pressure engine of the same thrust, so for the same characteristic length, the volume of the chamber is larger. This results in Bandit being a rather wide and heavy engine even though the thrust is low. Further contributing to this is the fact that the Bandit engine TCA is a “heatsink“ also known as “battleship“ TCA meaning that it lacks the cooling capability to run continuously and uses a large mass of thermally conductive metal as a method of delaying burning of the inner wall. All of these factors add up to Bandit likely having a thrust-to-weight ratio near or lower than 12 which is pretty abysmal by industry standards. However, the goals of this project are not necessarily to have a high-performing engine, but rather to develop an engine that is vastly more interesting, complex, and challenging compared to the average amateur rocket engine.
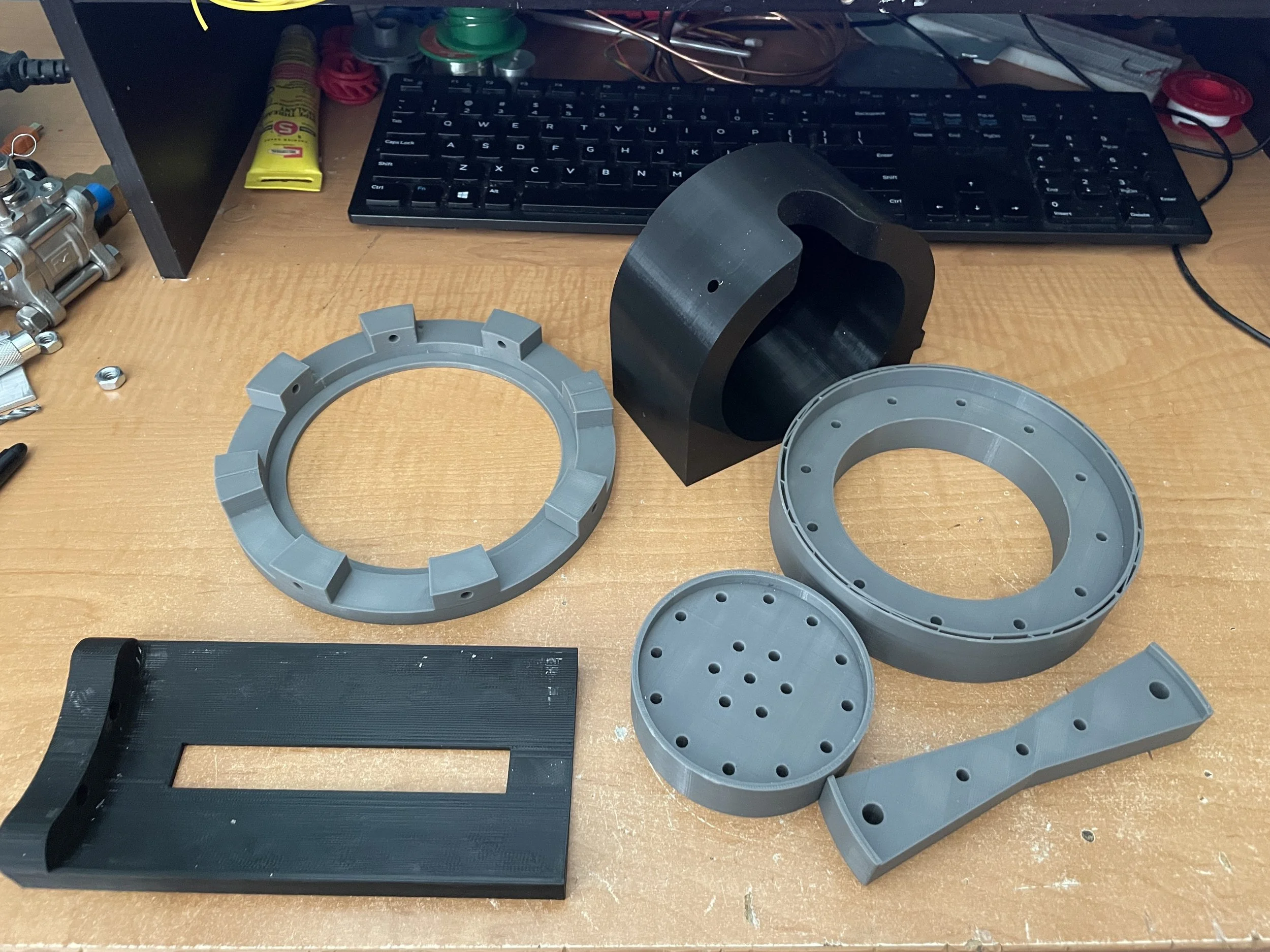
There are 3 main components that comprise the thrust chamber assembly. The main “barrel” section is made from a 5” OD aluminum tube. A pattern of threaded holes is located on the top end of the barrel section where the injector is installed. On the lower end of the barrel section, there are a number of radial clearance holes. A nozzle module slides concentrically into the bottom of the barrel section where a pair of piston seals will prevent leakage of exhaust gas. The nozzle module has radial threaded holes that match the clearance holes on the barrel section so that bolts can join the 2 parts.


Methods
Cost is a major consideration for me since I am funding this project out-of-pocket with money earned at internships. This is reflected in my manufacturing methods and choices which can be very “creative” in order to cut costs as much as practical. One trick I have become very fond of is producing 3D printed plastic jigs, fixtures, and other tooling to help locate punches and pilot holes which are then finished on a drill press. The cost of raw aluminum online is insanely cheap and a wide variety of shapes and sizes of stock are available. I have learned to take disc stock and make simple bolted flanges like used in the injector cap, seat, and sealing endplate. This is also how the LOX pump cap and motor mounting plate are produced. The position tollerance is not great and most clearance holes end up needing to be loose-fit but it gets the job done. For sealing, I am largely relying on graphite gaskets, as well as using some O-rings, and metal washers. Almost all fitting ports threaded into custom components will be NPT due to cost and ease of tapping the ports, however I intend to use a variety of compression, swagelok, and JIC tube fittings for plumbing that does not directly interface with custom machined parts. One component where it was necessary to pursue more traditional techniques was the nozzle module. I hired a friend to CNC the nozzle contour out of the center of the round bar stock and create the piston seal glands on a lathe.

Injector
The injector is a pintle style which is favored heavily these days for liquid-liquid injection. The pintle trades favorably for manufacturing yet I still faced a number of challenges with the injector design and implementation. Since the thrust and therefore mass flow rate of the engine is so low, the total injector flow area is very very small. If a continuous fuel element were used (anulus), the width would have to be under 0.010”. This was simply not realistically achievable for me. I was left with the option to use discrete elements for both the radial and axial injection. In this way, the pintle injector almost acts like an impinging showerhead injector yet defies the need to drill angled holes in a flat plate. In fact, on the fuel side, I was able to avoid drilling holes all together by using off-the-shelf threaded precision orifices commonly used for gas stoves. These orifices are swappable and replaceable which adds a lot of flexibility to the design and reduces the consequences of certain failure modes.
Next Steps
Before conducting cold flows and hotfire, the TCA must undergo a proof and leak check test. It is crucial to demonstrate that the TCA can structurally support the design chamber pressure and that it does not leak through any of the seals. I am confident that the TCA is overbuilt enough to pass proof but I will be very curious to see how leak-tight it is. For these tests, a blind flange will be installed at one end of the nozzle module such that the inside of the chamber can be pressurized without leaking through the throat. I was thinking of using the fuel pump with water to pressurize the chamber for proof. Typically incompressible liquid is used for proofing since, if there is a failure, the blast is much less substantial and does not create a pressure wave. If there are significant leaks, they should be detectable in hydro-proof, but after I will also conduct a low pressure pneumatic leak check using snoop to detect any small gas leaks. After proof and leak check, work on the TCA is largely finished until hotfire although I may consider conducting in-engine igniter hotfires using GOX and the engine fuel pump.